|
Ethylene Vinyl Acetate
Polymers For Advancing Healthcare
ABSTRACT
Ethylene vinyl acetate (EVA) has a long and successful
history of innovation in medical packaging, medical
devices, and pharmaceutical applications. In fact, EVA
has been an innovative force in those applications for
over 40 years and continues demonstrating its value in
applications presenting everincreasing challenges. New
solutions are required to support continued innovations
that improve patient healthcare.
This article will examine the evolutionary role of EVA
innovation in diverse applications ranging from its
early use in parenteral applications for delivery of
life-saving medications to cryogenic storage bags for
stem cells used in the field of cell therapy.
The molecular architecture of EVA lends itself to the
creation of innovative solutions to some of healthcare’s
most challenging and complex problems. Case studies will
provide an illustration of each of these applications.
INTRODUCTION
We are living at a time when healthcare is undergoing
exciting new developments and innovations. The medical
device industry and the pharmaceutical industry are
developing innovative products which can provide better
patient care and improved quality of life.
Also, and of no surprise, the two industries have
applications in common as well as areas of uniqueness.
For example, an intravenous (IV) bag containing drugs
illustrates where a medical device and pharmaceutical
product work together in support of patient needs. For
an application where a medical device and a
pharmaceutical product work independently of one
another, consider a sleep apnea device versus a tablet
containing an API. Here, the sleep apnea device does not
contain a pharmaceutical product and the tablet is
associated with a medical device.
Ethylene vinyl acetate (EVA) has been used for many
years in both industries and has historically been an
important enabler of innovation. Today and moving into
the future, EVA continues to be an enabling innovation
in established and emerging fields. An overview of EVA
polymers will describe the unique characteristics that
make EVA suited for a range of unique applications in
healthcare.
INTRODUCTION TO EVA POLYMERS
Ethylene vinyl acetate copolymers are made using two
monomers: ethylene and vinyl acetate (VA). The
polymerization may take place by either autoclave or
tubular reactors. Figure 1 illustrates the
polymerization.
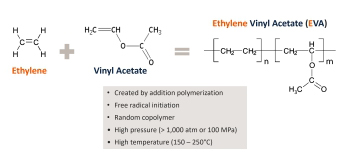
Figure 1. Polymerization of EVA
The percent of VA incorporated into the polymer backbone
can vary from 0 to 40. At 0% the polymer is essentially
low-density polyethylene. As VA content is increased,
the polymer becomes more flexible and transparent. EVA
polymers with VA content higher than 40 percent tend to
become a handling challenge from a commercial pelletized
perspective. The melting point of the EVA is influenced
by the vinyl acetate content. As VA content increases,
the melting point decreases. Figure 2 illustrates the
linear relationship.
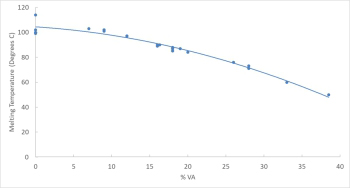
Figure 2. Melting point versus VA%
EVA has been commercially used for over 40 years in
medical device applications, beginning with medical
tubing. Uses of EVA in healthcare continue to expand, as
the following case studies will demonstrate. |

